


















小径ボスの測定方法
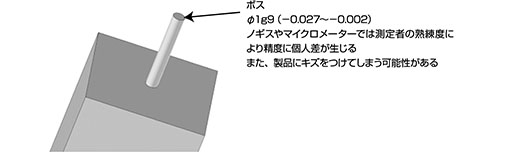
小径のボスで、精度の厳しいボスが多くある場合にはマイクロメーターなどでの測定に時間がかかります。またボス形状の真円度が出ていない場合には、測定基準の点を見つけ出すことが非常に難しくなってしまいます。


リングゲージによる小径ボス測定

公差上限のレベルのリングゲージを作成し、ボスに差し込むことで精度測定を行います。容易に精度の可否を判別することができるほか真円度の判定も行うことができ、測定精度の確保と工数の削減を実現することができます。
リングゲージによる真円度確認
高精度微小なボス形状の測定はノギスやマイクロメーターでは難しくなるためリングゲージを作成し測定することで精度はもちろん、真円度の確認も行うことができます。また、リングゲージを用いる際はワイヤー放電等で確実に精度を出す必要があり、ゲージに傷が無いかどうかといったことも注意することが重要です。














